")

Wrong Diagnosis Leads to Wrong Treatment
A production manager contacted me. Quality costs were high. A customer with strict requirements was extremely dissatisfied. "We've tried EVERYTHING," he said.
Background
Increased staffing. Stricter inspections. Extra training.
They had tried everything.
But the quality problem persisted.
When we mapped the process, we discovered something interesting:
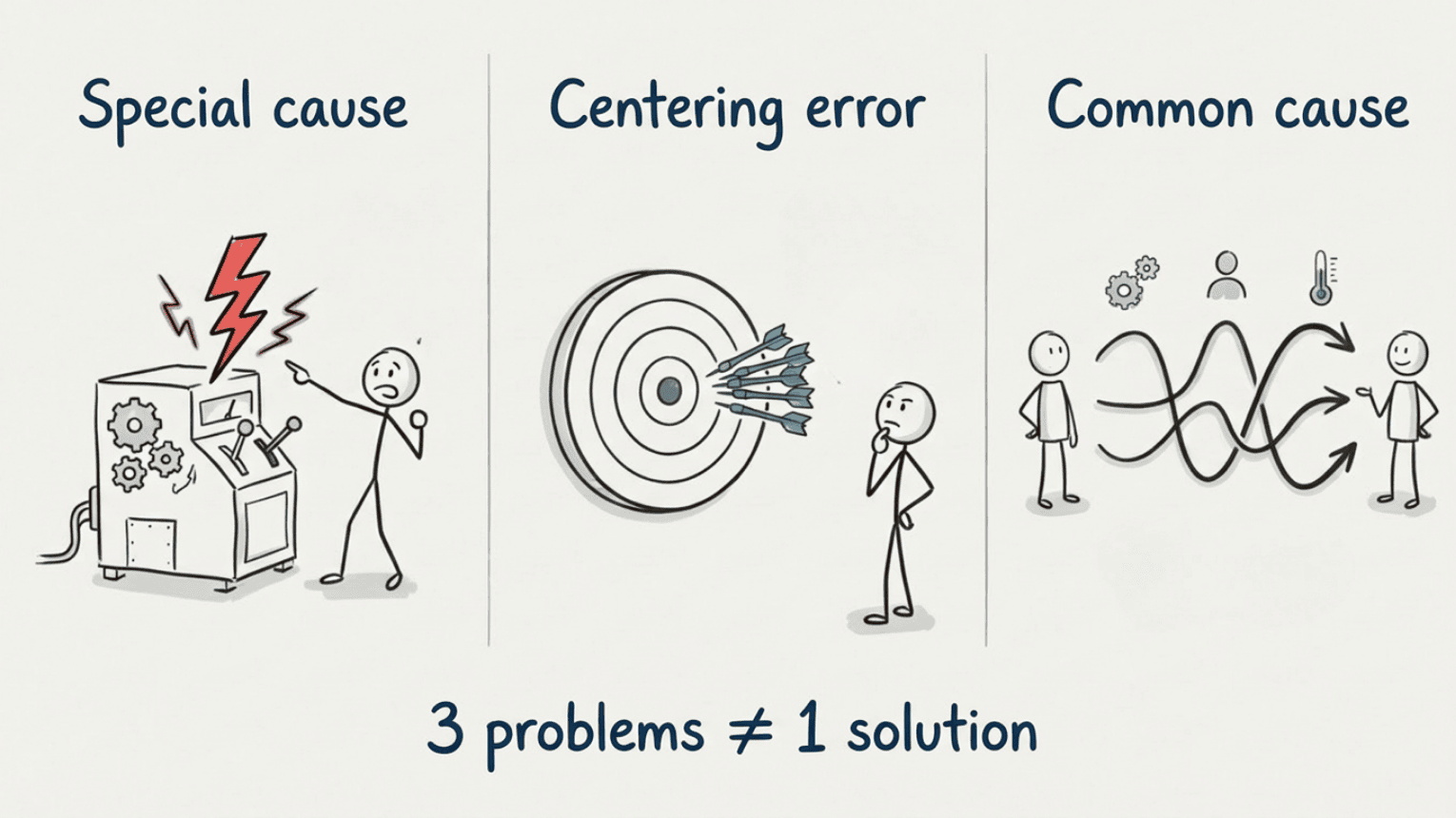
They didn't have ONE problem. They had THREE.
Problem 1: Sudden deviations that had never occurred before. (Special causes)
Problem 2: Asymmetric tolerances on drawings. (Centering error – they were aiming at the wrong target)
Problem 3: Recurring errors despite continuously implementing new measures. (Common cause variation)
They reacted as if everything was the same type of problem.
Looked for one cause. Implemented one fix. Hoped for the best.
And used the same "solution" for everything.
It was like treating a broken leg, a cold, and a headache all with just paracetamol.
Summary
Situation: Production manager had tried everything, but quality problems persisted.
Problem: Three different problem types were treated the same way.
Root Cause: Inability to distinguish between special cause variation, centering errors, and common cause variation.
Consequence: Wasted resources on wrong measures that didn't work.
What This Is About
When you don't understand the problem, you waste resources on the wrong fixes.
At worst, you make the problem worse.
I see this over and over:
- Teams making improvements without knowing WHAT the problem is.
- Leaders treating all deviations the same.
- Organizations using the same toolbox for completely different problems.
The result? Lots of activity. Little improvement.
Understanding the Problem With Statistical Process Control (SPC)
1. Is it a one-time event we need to respond to NOW? (special cause)
Sudden deviations that have never happened before require immediate action. Find and remove the specific cause that disrupted the process.
2. Is the problem that we're aiming at the wrong target? (centering error)
Example: The drawing said 1420 mm (+0/-10 mm). The operator set the machine to 1420 mm. But the machine varies ±5 mm. The result? Half were defects. The solution? Aim for 1415 mm instead.
3. Or is the process simply incapable of delivering what we need? (common cause variation)
Recurring errors despite continuously implementing new measures means the problem lies in inherent process variation. You must improve the process's capability – not just adjust machines randomly.
Reacting Correctly to Measurement Results
When a machine produces scrap, it's tempting to adjust.
But here's the problem:
Adjustment solves only ONE problem. And if you have a different problem, adjustment makes it worse.
Two Different Problems Often Confused:
Problem 1: Centering Error (Inaccurate)
The machine systematically hits wrong. The average is not where it should be.
Example: All shots hit 5 cm to the left of the target.
Solution: Adjustment helps. Change the setpoint so the average hits correctly.
Problem 2: Too Much Common Cause Variation (Poor Precision)
The machine hits correctly on average, but the spread is too large. Half the products fall outside tolerance.
Example: The shots scatter over a large area, even though the average hits the center of the target.
Solution: Adjustment does NOT help. You must reduce variation:
- Switch to a more precise machine.
- Change the process (provide more margin).
- Accept scrap and calculate the cost into the price.
What Happens When You Confuse Them?
A machine produces scrap. The operator adjusts and adjusts. But the problem only gets worse.
Why?
Because the problem was too much common cause variation (poor precision).
But the operator treated it as a centering error (inaccurate).
The Result of the Wrong Fix:
Adjustment changes where the machine aims (the average).
But doesn't affect how much the machine scatters (the variation).
So now the machine hits the wrong place WITH the same variation.
Before adjustment: Half the products were scrap.
After adjustment: Even more products are scrap.
When you adjust a machine with too much variation, you make it worse.
That's exactly what SPC teaches you:
- Is the problem where you're aiming? (centering)
- Or is the problem variation? (precision)
When you know the difference, you choose the right fix. The first time.
What About Special Cause Variation?
There's a third type of problem:
Special cause variation: Sudden deviations caused by a specific event (machine breakdown, wrong raw material, operator error).
Solution: Identify and remove the specific cause that disrupted the process.
It's important to understand that centering errors, special cause variation, and common cause variation must be treated as 3 different problems for effective problem-solving.

Examples of SPC Applications
Determining Process Capability: What is the common cause variation of the process, and how much margin do we have to customer requirements?
Predictive Maintenance: Wear can be detected in a control chart as special cause variation, for example through increased variation or trends.
Measuring Improvement Effectiveness: Special cause variation can be an early signal that the measures you've implemented are working!
Early Warning: Work proactively by detecting tendencies toward deviation early, and implement measures before quality problems occur.
Ensuring Stable Processes: A process with only common cause variation is predictable. If it also meets customer requirements, you have a capable and stable process.
Do You Recognize This?
- The same problem keeps coming back despite multiple "solutions."
- The team jumps to solutions without investigating root causes.
- You treat all deviations the same – with the same approach every time.
- Improvements give short-term effects; the problem resurfaces.
- Management asks "Why aren't you fixing this?" – but nobody knows where to start.
When you treat all problems the same, you choose the wrong fixes. And waste resources on solutions that don't work.
What You Can Do
Step 1: Ask the Question
Next time you have a quality problem, ask: "How often does this happen?" Rarely (special cause)? Often (common cause variation)? Or are we aiming at the wrong target?
Step 2: Choose the Right Approach
Special cause: Find and remove the specific cause. Use 5 Whys, or look for special causes in process variables.
Centering error: Adjust the setpoint based on the actual process average.
Common cause variation: Map the process, understand what drives the variation, and reduce variation in what matters most.
Step 3: Use Control Charts
Control charts separate common cause from special cause variation. When you know which type of problem you have, you also know which solution you need.
Frequently Asked Questions
What's the Difference Between Special Cause and Common Cause Variation?
Special cause variation is unusual events caused by a specific, identifiable cause (e.g., machine breakdown, wrong raw material). Common cause variation is the sum of all small, random factors inherent in the process that always affect output.
How Do I Know if the Problem Is Centering Error or Too Much Variation?
Use control charts. If the process average is off-target but the spread is acceptable, the problem is centering (accuracy). If the average is correct but the spread is too large, the problem is variation (precision).
What Is a Capable Process?
A capable process delivers the desired result every time, even when there are variations in raw materials, machines, operators, or environment. Capability is measured by comparing specification limits to control limits (process capability indices like Cp and Cpk).
How Can SPC Help Me Build Capable Processes?
SPC shows you how much common cause variation the process has (control limits) and whether it can meet customer requirements (specification limits). When you understand this, you can prioritize which variables must be improved to increase capability.
Do I Need to Be a Statistician to Use SPC?
No. SPC is about understanding variation visually through control charts. You don't need advanced statistics – just the ability to ask the right questions and interpret graphs.
Want to Stop Treating All Problems the Same?
If you want to learn to choose the right approach based on problem type, check out our online course in Statistical Process Control.
You'll learn:
- Distinguish special cause from common cause variation
- Determine whether the problem is centering or variation
- Choose the right tool based on the problem's nature
- Build capable processes that deliver predictably
If you want to learn more about the topics in this post:
Assignments
Contact info
Lean Tech AS | Kristoffer Robins vei 13
0047 481 23 070
Oslo, Norway
Lean
L - Look for solutions
E – Enthusiastic
A – Analytical
N - Never give up